Preparation time for painting plastic components cut by one-third
To assist companies that are considering finishing 3D printed parts automatically using vibratory bowls, guidelines have been prepared by Ogle Models and Prototypes, a leading design and model making bureau based in Letchworth, Hertfordshire.
Preparation time for painting plastic components cut by one-third
To assist companies that are considering finishing 3D printed parts automatically using vibratory bowls, guidelines have been prepared by Ogle Models and Prototypes, a leading design and model making bureau based in Letchworth, Hertfordshire.
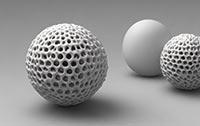
The company installed two vibratory bowls from PDJ Vibro to automate and speed finishing of components made by selective laser sintering (SLS) successive layers of plastic powder in additive manufacturing machines, also known as 3D printers.
In terms of workpiece size, the larger of the two PDJ Vibro bowls at Letchworth, an EVP250, is able to process items with maximum dimensions of 400 x 120 x 120 mm or 200 x 200 x 200 mm. The machine is used for general purpose finishing duties, while a smaller capacity vibratory bowl is reserved for testing and for processing more delicate parts such as medical component prototypes.
Prior to selection of the machines, PDJ Vibro processed sample 3D printed parts at its Bletchley showroom, which doubles as a live demonstration facility and subcontract finishing division.
Ogle shares its experiences of using vibratory finishing, detailing how to achieve best results and warning when the process should not be used. Amanda Offen, a member of the firm’s rapid prototyping (RP) team who has extensive experience of stereolithography (SLA), SLS, vacuum casting and other RP processes, including from previous employment at Foster & Partners and Renishaw, offers the following advice.
It is important to fill a bowl with a ceramic abrasive medium of a size and shape that will fall away from the smallest, most confined spaces within 3D printed components, which can contain very complex, awkward areas. Alternatively, for finishing external surfaces only, larger media should be selected to ensure that none becomes embedded inside the component.
Due to the abrasive nature of vibro-finishing, sharp edges are rounded slightly and this must be taken into account. Parts with thin edge detail should not be finished in this way, however, as they are delaminated and a burr is created. Similarly, large sections of mesh are unlikely to survive vibratory finishing.

Typical processing time is four hours, during which 0.05 mm to 0.10 mm is removed from the surface of components printed from PA2200 polyamide (nylon) powder and the PA3200GF glass-filled alternative. Surface features should not be smaller than 1 mm cube, while column details of 2 mm cross section should be regarded as a minimum. Wall thicknesses down to 1 mm may be finished, although this increases to 2 mm where thin and thick sections meet.
A similar material used by Ogle, called Alumide, is filled with aluminium particles. The detail can be more fragile when laser-sintered, requiring a minimum of 2 mm cube surface detail, 2.5 mm square cross section and 1.5 mm wall thickness. Fine surface detail tends to be rounded more than with PA2200 and PA3200GF.
Fire retardant polyamide PA 2210 FR is also utilised by the model making and prototyping company, but has not yet been vibro-finished so no data is available at present. Ogle is currently investigating whether processing the material is possible, as it may lose its V-O rating.
With all three polyamide materials, flat surfaces and areas of gradual curvature are smoothed well in the PDJ Vibro bowls, hiding the stepped appearance caused by the 100, 120 or 150 micron SLS layers and creating a satin-like finish. This can be enhanced by Ogle’s durable ColourPro dying process involving black, blue, green, orange, purple, red or yellow pigments. In the case of Alumide, the aluminium particles in the surface glitter after finishing.
Parts also become more flexible after vibratory finishing, as the plastic absorbs water from the PDJ Vibro bowl, replacing some of the material’s natural moisture that is lost during laser sintering at 175 to 180°C. Detergents and other chemicals are not dissolved in the water for these applications, as no specific surface cleaning or treatment is required.
David Bennion, Ogle’s sales and marketing director, is of the opinion that a 3D printed SLS component has a more attractive texture after surface preparation and hydration in the vibratory bowl, more like that of a plastic injection moulded part.
Ogle’s RP director, Steve Willmott, commented, “The PDJ Vibro bowls are the first vibratory finishing machines we have used. We are saving a lot of time when preparing our customers’ components, especially those that have been 3D printed in our SLS equipment.
“After bead blasting to remove excess polyamide powder, which would otherwise clog the abrasive medium, we process batches of 20 or 30 parts at a time, either identical or dissimilar. After four to five hours they are perfectly finished, without any manual input.”
He added that if parts are subsequently to be painted and perhaps lacquered, the lead-time in preparing the surface of 3D printed items is reduced by one-third compared with hand finishing using abrasive cloth, allowing jobs to be turned around faster. More importantly, experienced operatives are free to carry out other skilled work, improving customer service by taking both cost and time out of the process.
It should be remembered that the foregoing applies to plastic 3D printed parts, as Ogle does not additively manufacture components in-house from metal powders (although it does offer that service through partner companies). Nevertheless, much of the advice given will be applicable to metal 3D printed components as well.
Related Products