



























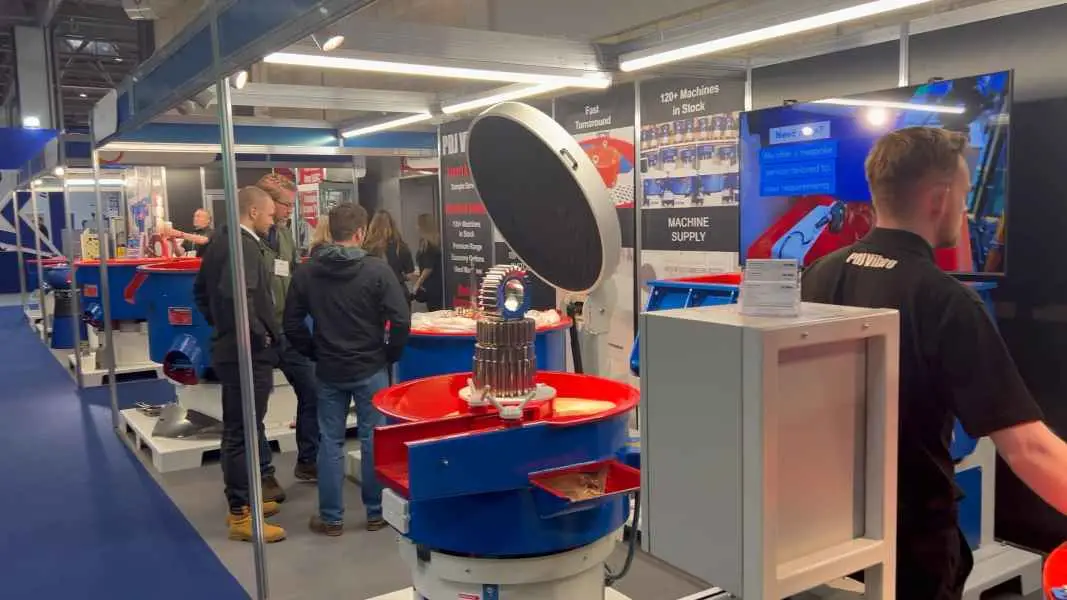
That's a wrap on MACH 2024! Five days of great conversations and promising connections. Thanks to everyone for making it unforgettable. Here's to advancing finishing solutions together. See you soon!
So there we are, MACH, five days, hundreds of people have been on the stand. Lots and lots of great conversations and I think we will be helping a lot of companies improve their finishing departments to get rid of their hand finishing. A big thank you to all the team here and at the MTA, and all the wonderful people who came to visit us, old customers and lots of prospective new ones. Thank you and speak soon.
Kind regards![]()
David Hurley - Managing Director
Our MACH journey






At MACH, family-run PDJ Vibro, renowned for its superior vibratory bowls, troughs, related consumables, technical consultancy, and subcontract finishing services, spotlighted the combined 65 years of expertise Paul and David bring to the table. With Paul's 40 years and David's over 25 years of experience in vibratory finishing, visitors to the stand had unparalleled access to industry knowledge and advice.
Now in its second generation and run by managing and technical directors David and Paul Hurley respectively, the company was established in 1983 by their father John, the current chairman. With an eye to succession, passing this knowledge down to David's son Tom and Paul's two sons, James and Adam, and acclimatising them to the world of manufacturing will form an important part of the event. All three third-generation family members attended during the show.
Another theme of the stands was to communicate the advantages of eliminating hand finishing, namely reduced labour costs and scrap, less reworking and increased consistency of finish compared with processing parts by hand. Interested parties are invited to visit www.vibratoryfinishing.co.uk/cost-calculator.html to find out how much this repetitive and unpopular job is actually costing them.
Two further topics were highlighted. One is PDJ Vibro's ability to deliver competitively priced, high quality equipment quickly ex-stock from the company’s Bletchley showroom and technical centre, together with the requisite consumables. The company also provides a machine replacement service if the customer's original choice of bowl or trough was not optimal or their requirements change.
The other area of focus was the vast range of components that can be efficiently and safely processed using the vibratory process. Anything from rusty old chains to parts machined to extremely tight tolerances are suitable candidates for vibro finishing. As the latter may not be generally appreciated, a number of case studies will be cited where PDJ Vibro equipment is being used to automate the finishing of very high precision components, without surface damage or dimensional change.
Visit Our Technical Centre
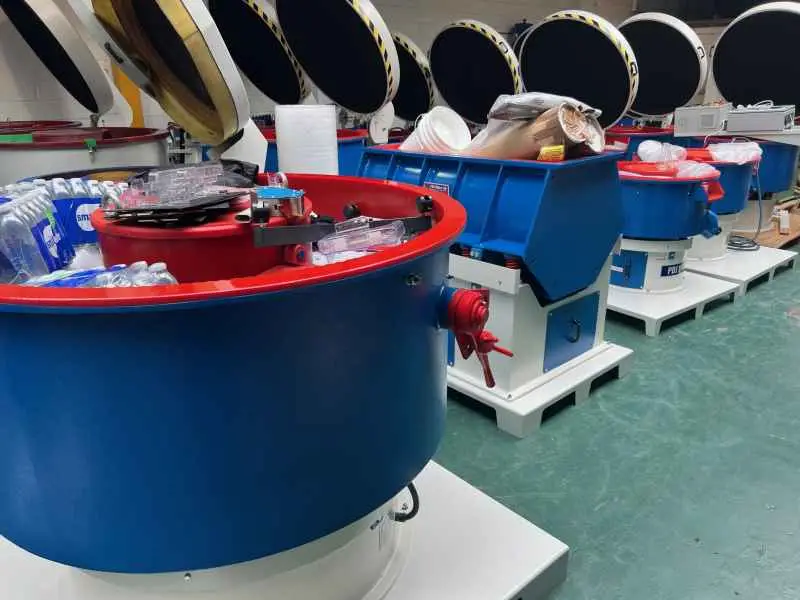
At PDJ Vibro's technical centre and demonstration facility in Bletchley, visitors can see 120 new and used machines for immediate delivery, with part-exchange offered in most cases.
The company’s main, high-end vibratory bowl range has process chamber sizes from 7.5 to 6,000 litres, while three competitively priced, entry-level models have capacities of 300, 150 and 75 litres. Rectangular troughs in 13 sizes with capacities from 22 to 2,200 litres are the preferred choice for finishing larger prismatic items and those made from sheet metal.
Over 6,000 varieties of consumable including ceramic and porcelain media, superfinishing compounds, liquid detergents and chemicals are also available, 100 tonnes of which are held in stock.
PDJ Vibro’s problem solving goes further than just advice on the best choice of vibratory equipment for everything from deburring, edge breaking, radiusing, superfinishing, degreasing, rinsing and drying to pretreatment for anodising, chemical blacking or painting. Nine out of 10 people bring in sample components to be finished on a free trial basis so they can see the process in action and its effectiveness. Many parameters are taken into account, including the number of parts to be finished per batch, frequency of production, drainage and noise issues, the size of components and how vulnerable they are to impingement damage.
Another strand of PDJ Vibro’s service designed to make life easier for customers is the 24/7 subcontract vibratory finishing and polishing service in a unit adjacent to the company’s showroom. It is ideal if there is a temporary bottleneck in finishing capacity at a manufacturer, or if the firm decides that it does want to undertake on-site finishing. Component batch turnaround at the Bletchley centre is typically within 24 hours. A delivery service is provided, but customers can arrange their own transportation if preferred or even wait for the parts to be ready.
Upgrades to existing vibratory equipment in the field can also get customers out of trouble if applications change. Perhaps automatic component separation is needed to boost productivity, or an acoustic cover needs to be retrofitted to meet health and safety requirements, or an increase in throughput means that a machine becomes too small and needs to be swapped for a larger model. All of these scenarios are factored into the service offered by PDJ Vibro.

